Are you struggling with tile adhesives that slip, dry too fast, or lack workability? Poor quality cellulose ethers are costing you money and reputation in your construction projects.
HPMC (Hydroxypropyl Methylcellulose) is essential for high-performance tile adhesives because it enhances water retention, improves open time, prevents sagging, and ensures proper adhesion. Quality HPMC1 creates the perfect consistency for both horizontal and vertical applications while extending working time.
I've spent years helping customers solve their tile adhesive problems. The difference between standard and exceptional results often comes down to one critical component: the quality of HPMC used. Let me share what I've learned about selecting the right HPMC for your tile adhesive formulations.
What Makes Quality HPMC Best for Tile Adhesive Performance?
Every tile installer knows the frustration of adhesive that dries too quickly or tiles that slip down the wall. These problems directly impact project timelines and quality.
Quality HPMC for tile adhesives provides optimal water retention (>95%), extends open time (15-30 minutes), prevents sagging (<0.5mm), and maintains excellent adhesion strength (>1 N/mm²). These properties ensure proper tile installation even in challenging environmental conditions.
Key Performance Benefits of Premium HPMC in Tile Adhesives
When I talk with our customers about tile adhesive performance, I emphasize that not all HPMC products deliver the same results. Premium HPMC dramatically improves several critical properties in tile adhesive formulations.
First, water retention is perhaps the most important function. Our high-quality HPMC typically achieves water retention rates above 95%, compared to lower grades that may only reach 80-85%. This means the adhesive maintains proper moisture content, allowing cement to hydrate completely and develop maximum strength. I've seen projects in hot, dry climates fail because inferior HPMC couldn't retain enough moisture during curing.
Second, superior open time gives installers the working window they need. Our premium grades extend open time to 20-30 minutes, while standard grades might only provide 10-15 minutes. This makes a tremendous difference in large installations where installers need time to properly place and adjust tiles.
Third, the anti-sag properties of quality HPMC ensure tiles stay exactly where placed. Our testing shows vertical slip reduction to less than 0.5mm, meeting the strictest standards in the industry (EN 12004). This is particularly critical for heavy tiles and vertical applications.
| Property | Premium HPMC | Standard HPMC | Impact on Adhesive |
|---|---|---|---|
| Water Retention | >95% | 80-85% | Better cement hydration, stronger bond |
| Open Time | 20-30 minutes | 10-15 minutes | More working time for proper installation |
| Anti-sag | <0.5mm slip | 1-2mm slip | Tiles stay in position on vertical surfaces |
| Adhesion Strength | >1 N/mm² | 0.5-0.8 N/mm² | Stronger long-term bond, fewer failures |
What HPMC Specifications Are Critical for Tile Adhesive?
Selecting the wrong HPMC viscosity or substitution can result in adhesive that's either too runny or too thick, making application difficult and affecting bonding strength.
For tile adhesives, HPMC with viscosity between 50,000-100,000 mPa·s and methoxyl content of 19-24% works best. The hydroxypropyl content should be 7-12%, with particle size below 100 mesh for optimal dissolution and performance in cement-based formulations.

Understanding HPMC2 Technical Parameters for Tile Adhesives
In my discussions with formulation chemists at large mortar factories, I've found that understanding the technical aspects of HPMC is crucial for developing superior tile adhesives. The molecular structure of HPMC directly influences its performance in construction applications.
Viscosity is the most obvious specification, but it's often misunderstood. While many think higher is always better, the ideal viscosity for tile adhesives falls between 50,000-100,000 mPa·s (measured at 2% solution, 20°C). This range provides the perfect balance between workability and adhesive strength. I've seen formulations with higher viscosity HPMC (>150,000 mPa·s) actually perform worse because they required too much water, ultimately reducing bond strength.
The methoxyl content (19-24%) and hydroxypropyl content (7-12%) create the ideal balance of water retention and open time. These substitution levels determine how the HPMC interacts with cement particles and water in the mixture. When properly balanced, they ensure that water remains available for cement hydration while maintaining adhesive consistency.
Particle size and uniformity affect dissolution rate and final performance. Our premium HPMC for tile adhesives features uniform particle size distribution (typically 80-100 mesh), allowing for quick, lump-free dissolution.
This ensures consistent performance batch after batch.
| Technical Parameter | Optimal Range | Effect on Tile Adhesive |
|---|---|---|
| Viscosity | 50,000-100,000 mPa·s | Controls consistency and workability |
| Methoxyl Content | 19-24% | Affects water retention and adhesion |
| Hydroxypropyl Content | 7-12% | Influences open time and workability |
| Particle Size | 80-100 mesh | Determines dissolution rate and consistency |
| Moisture Content | <5% | Ensures product stability and shelf life |
Which HPMC Product Grades Work Best for Tile Adhesives?
Choosing generic HPMC products often leads to inconsistent performance, wasted material, and unhappy customers. Your reputation depends on reliable results.
For standard tile adhesives, HPMC2 grades with viscosity 60,000-75,000 mPa·s work well, while premium adhesives benefit from 75,000-100,000 mPa·s grades. Specialized grades with enhanced anti-sag properties are ideal for vertical applications and heavy tiles, providing <0.5mm vertical slip.

Specialized HPMC Grades for Different Tile Adhesive Applications
Through years of product development and customer feedback, I've discovered that different tile installation scenarios require specialized HPMC grades3. At our factory, we've developed specific formulations to address various application challenges.
Our WH-P100 grade (60,000 mPa·s) serves as an excellent base for standard thin-set tile adhesives used on horizontal surfaces. This grade provides good water retention while maintaining cost-effectiveness for high-volume production. Several of our customers in Saudi Arabia and the UAE use this grade for their standard-line adhesives with excellent results.
For premium tile adhesives, especially those marketed for professional use, our WH-P100 and WH-P150 grades deliver superior performance. These higher viscosity products enhance open time significantly—extending it to 25-30 minutes even in warm conditions. This is crucial for large-format tile installation where installers need extra working time to ensure proper alignment and leveling.
Our specialized WH-P200 grade includes modified anti-sag properties specifically engineered for vertical applications. I remember visiting a customer's site in Brazil where they were installing heavy porcelain tiles on a commercial building exterior. They had been experiencing slippage with their previous formulation. After switching to our K-75MS grade, they reported vertical slip reduced from over 2mm to under 0.5mm, well within international standards.
For fast-setting adhesives, we recommend our WH-P100 grade, which balances water retention with controlled setting time. This grade has proven particularly popular with our customers in India and Pakistan, where construction schedules often demand rapid progress.
| HPMC Grade | Viscosity (mPa·s) | Recommended Applications | Key Benefits |
|---|---|---|---|
| WH-P100 | 60,000 | Standard thin-set adhesives | Good water retention, cost-effective |
| WH-P150 | 75,000 | Premium general-purpose adhesives | Extended open time, improved workability |
| WH-P200 | 100,000 | High-performance adhesives | Maximum water retention, excellent bonding |
| WH-P150 | 75,000 | Vertical and heavy tile applications | Enhanced anti-sag properties |
| WH-P100 | 60,000 | Fast-setting adhesives | Balanced water retention with faster setting |
Why Choose Our HPMC for Tile Adhesives?
Many suppliers provide basic HPMC without understanding tile adhesive applications, leading to formulation problems and project delays that cost you time and money.
Our HPMC is specifically engineered for tile adhesives with consistent quality across batches, certified to meet international standards (EN 12004, ISO 9001), and backed by technical support from formulation experts. We maintain strict quality control with advanced testing equipment and provide custom solutions for specific market needs.

Our Production Advantages and Quality Assurance
What truly sets our HPMC apart from competitors is our dedicated production process and quality assurance system. Having invested in six production lines specifically optimized for construction-grade HPMC, we maintain complete control over every aspect of production.
Our manufacturing facility employs advanced etherification technology that ensures uniform substitution levels throughout each batch. This uniformity is critical for tile adhesive performance—when the methoxyl and hydroxypropyl distribution isn't consistent, water retention and open time can vary dramatically even within the same production run.
I've had customers show me samples from other suppliers where performance varied significantly between bags from the same shipment.
We implement a three-stage quality control system that includes raw material testing, in-process monitoring, and finished product verification. Every batch undergoes rheological testing to confirm its viscosity profile matches the specified parameters.
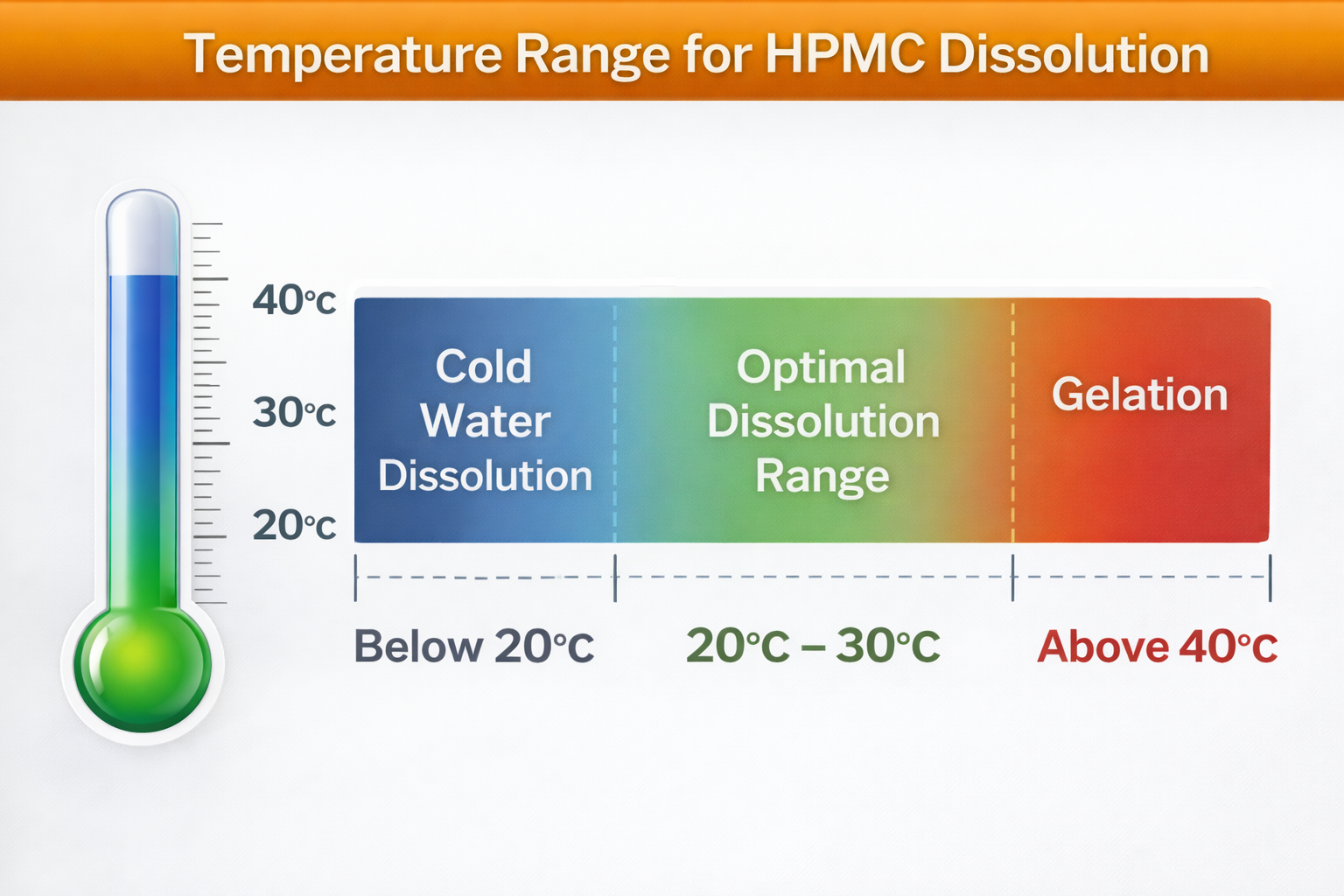
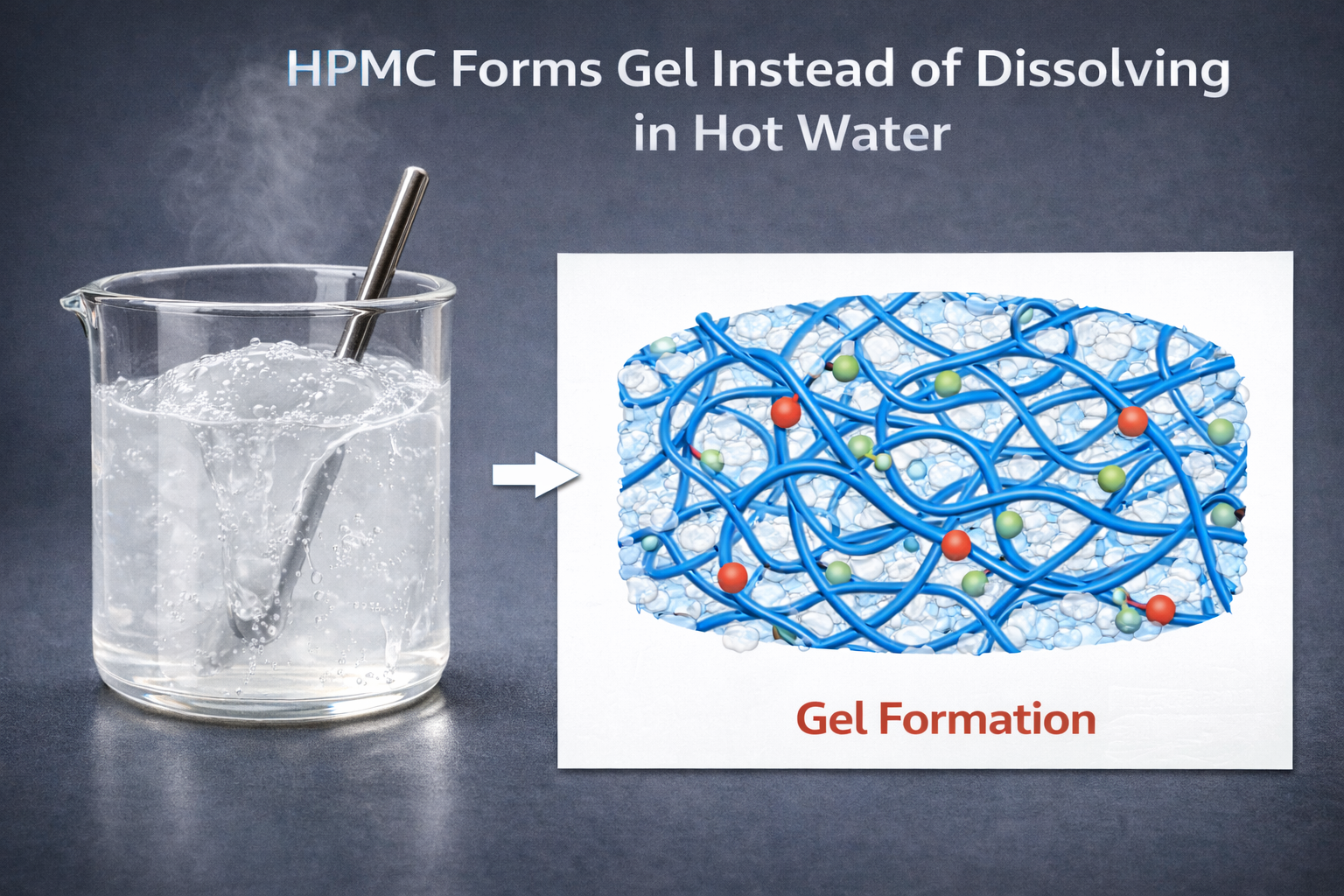
Additionally, we test water retention, dissolution rate, and gel temperature to ensure performance in actual application conditions.
Our laboratory conducts application-specific testing, including simulated tile adhesive formulations, to verify performance in real-world scenarios. This includes vertical slip testing, open time assessment, and adhesion strength measurement according to EN 12004 standards.
When I visit customers, I often bring our test results comparing our products to market alternatives, demonstrating the measurable performance advantages.
We maintain ISO 9001 certification and regularly submit our products for third-party testing to verify compliance with international standards. This rigorous approach to quality has earned us preferred supplier status with major mortar manufacturers across the Middle East, Asia, and South America.
| Quality Assurance Step | Testing Method | Ensures |
|---|---|---|
| Raw Material Verification | FTIR Analysis, Purity Testing | Consistent starting materials |
| In-Process Monitoring | Viscosity Testing, Moisture Analysis | Process parameters maintained |
| Finished Product Testing | Rheological Analysis, Application Testing | Performance meets specifications |
| Application Simulation | EN 12004 Testing Methods | Real-world performance verified |
| Third-Party Verification | Independent Laboratory Testing | Compliance with international standards |
What Makes Us the Best HPMC Supplier?
Working with inexperienced suppliers creates communication problems, shipping delays, and quality inconsistencies that disrupt your production schedule and damage your market reputation.
As a leading HPMC manufacturer with over 15 years of experience, we offer reliable supply chains, multilingual technical support, consistent quality across large orders, and flexible payment terms. Our dedicated export team handles documentation and logistics to ensure smooth delivery to over 30 countries worldwide.

Our Global Supply Chain and Customer Support Excellence
In my years managing our international business development, I've learned that reliable supply chain management is just as important as product quality for our customers' success. Our location in China's industrial heartland gives us strategic advantages in sourcing raw materials and shipping finished products efficiently.
We maintain strategic stockpiles of raw materials sufficient for three months of production, insulating our manufacturing from supply chain disruptions. This proved invaluable during recent global shipping challenges when many of our competitors experienced production delays. Our customers in Saudi Arabia and the UAE particularly appreciated our ability to maintain consistent delivery schedules while other suppliers failed to deliver.
Our export logistics team specializes in construction materials shipping to developing markets. They handle all documentation requirements for challenging destinations like Iran, Pakistan, and Brazil, where regulatory requirements can be complex. We work with multiple shipping partners to ensure competitive rates and reliable delivery schedules to all our major markets.
For technical support, we employ multilingual engineers with specific experience in construction applications. When one of our customers in Mexico was reformulating their premium tile adhesive line, our technical team provided remote consultation in Spanish, sharing formulation guidelines that helped them optimize their product for local conditions.
For major customers, we offer on-site technical support visits to help troubleshoot application issues or develop new formulations.
We understand the financial challenges facing businesses in developing markets, offering flexible payment terms including L/C, T/T, and other arrangements suitable for international trade.
Our minimum order quantities are structured to accommodate both large manufacturers and smaller regional producers, with volume-based pricing that remains competitive at all scales.
| Customer Support Feature | Benefit to Customers |
|---|---|
| Multilingual Technical Team | Communication in your language (English, Arabic, Spanish, etc.) |
| Consistent Supply Chain | Reliable delivery schedules even during global disruptions |
| Specialized Export Documentation | Smooth customs clearance in challenging markets |
| Flexible Payment Terms | Options suitable for different business sizes and regions |
| On-site Technical Support | Direct assistance with formulation and application challenges |
How Do We Handle Packing and Shipping?
Poor packaging leads to moisture contamination, product damage, and customs problems that delay your production and compromise product quality.
Our HPMC is packed in moisture-resistant 25kg kraft paper bags with PE liner or jumbo bags (500-1000kg) based on customer preference. We use export-grade pallets, secure shrink wrapping, and container lining to prevent moisture damage during transport. All packaging includes proper labeling for easy customs clearance.

Our Advanced Packaging and Logistics Solutions
Through years of international shipping experience, we've developed packaging and logistics protocols specifically designed for cellulose ethers, which are particularly sensitive to moisture and environmental conditions. Our packaging systems protect product integrity from our factory floor to your production facility.
Our standard packaging consists of 25kg kraft paper bags with double PE liners that provide exceptional moisture protection. The bags feature valve-type sealed openings that prevent moisture intrusion while allowing air evacuation during palletizing.
For customers ordering larger volumes, we offer jumbo bags (500-1000kg) that reduce handling costs and packaging waste. All packaging materials undergo regular testing for burst strength, moisture penetration resistance, and durability during handling.
For container shipments, we implement a comprehensive moisture protection system. This includes container inspection before loading, placement of desiccant packs strategically throughout the container, and container lining with waterproof materials.
During the rainy season or for particularly long shipping routes, we add extra moisture protection measures based on destination climate data.
Our export documentation team creates shipping-specific labeling that complies with both international standards and destination country requirements. Each package contains clear identification, lot numbers, production dates, and handling instructions.
For countries with special labeling requirements like Brazil and Saudi Arabia, we prepare custom-compliant labels that prevent customs delays.
We optimize container loading patterns to maximize space utilization while ensuring product protection. Our loading diagrams ensure weight distribution that prevents damage during transit. For LCL shipments, we use reinforced palletizing with extra corner protection and secure strapping.
Through partnerships with major shipping lines, we secure competitive rates and priority booking slots even during high-demand periods. Our logistics team monitors shipments in real-time, providing customers with tracking updates and early notification of any potential delays. This proactive approach allows customers to adjust their production schedules if necessary.
| Packaging Solution | Features | Benefits |
|---|---|---|
| Standard 25kg Bags | Double PE liner, valve-type seal | Superior moisture protection, easy handling |
| Jumbo Bags (500-1000kg) | Reinforced lifting loops, bottom discharge | Reduced packaging waste, lower handling costs |
| Container Preparation | Desiccant packs, moisture-proof lining | Prevents product damage during long voyages |
| Custom Labeling | Destination-specific compliance | Prevents customs delays and regulatory issues |
| Optimized Loading | Weight distribution diagrams | Maximizes container space, prevents shifting |
Can You Customize HPMC with Excellent Quality?
Standard HPMC products often fail to meet specific regional requirements or unique application challenges, resulting in reformulation costs and performance compromises.
Yes, we offer extensive customization of HPMC for tile adhesives, including specialized viscosity profiles (15,000-200,000 mPa·s), modified particle sizes for specific dissolution rates, and custom packaging with your branding. We can also develop proprietary grades for unique climate conditions or application requirements.
Our Customization Capabilities and Product Development Process
Having worked with tile adhesive manufacturers across vastly different markets, I've seen firsthand how regional conditions require tailored solutions.
Our customization program has evolved to address these specific challenges through collaborative product development.
Our R&D department can modify multiple parameters to create HPMC precisely suited to your application.
Beyond standard viscosity adjustments, we can fine-tune the methoxyl and hydroxypropyl substitution ratios to optimize performance for specific climate conditions. For customers in particularly hot regions like Saudi Arabia and the UAE, we've developed grades with enhanced water retention4 that maintain workability even at elevated temperatures (35-40°C).
Conversely, for cooler climates, we offer grades that achieve proper strength development at lower temperatures.
Particle size engineering represents another customization avenue. Standard industry HPMC typically comes in 80 mesh, but we can provide specialized grades ranging from fine powder (100-120 mesh) for rapid dissolution to coarser varieties (60 mesh) for controlled dissolution profiles.
This becomes particularly important when formulating rapid-set tile adhesives where dissolution kinetics directly impact setting behavior.
For customers with specialized applications, we can develop modified HPMC grades with enhanced properties. I recall working with a manufacturer in Brazil who needed tile adhesive for swimming pool applications with exceptional water resistance.
Our lab developed a specialized grade with modified hydrophobic properties that significantly improved underwater performance without sacrificing workability.
Our customization process typically follows a four-stage development path. First, we conduct consultations to understand specific requirements and challenges. Second, our lab creates small-batch samples for initial testing. Third, we perform application testing both in our facilities and at the customer site.
Finally, we scale up to production volumes while maintaining the exact specifications developed during testing.
For premium customers, we offer white-labeling services with custom packaging5, including private branding, specialized documentation, and tailored pack sizes. This allows distributors and large mortar manufacturers to maintain brand consistency across their product lines.
| Customization Option | Technical Range | Application Benefit |
|---|---|---|
| Viscosity Modification | 15,000-200,000 mPa·s | Precisely matched to application requirements |
| Substitution Ratio Adjustment | Methoxyl: 19-30%, Hydroxypropyl: 4-12% | Optimized for specific climate conditions |
| Particle Size Engineering | 60-120 mesh options | Controlled dissolution for specific setting behavior |
| Specialized Grades | Modified chemical properties | Enhanced performance in extreme conditions |
| Custom Packaging | Branding, sizing, documentation | Complete integration with your product line |
Conclusion
Quality HPMC is the defining ingredient in exceptional tile adhesives, delivering optimal water retention, extended open time, and superior adhesion strength. Our specialized grades, consistent quality, and customization capabilities make us the ideal partner for tile adhesive manufacturers seeking competitive advantage in demanding markets.
-
Explore how Quality HPMC can enhance tile adhesive performance, ensuring better adhesion and workability for your projects. ↩
-
Explore this link to understand the significance of HPMC in tile adhesive formulations and its impact on performance. ↩ ↩
-
Explore this link to understand the various HPMC grades and their specific applications in tile adhesives, enhancing your product knowledge. ↩
-
Explore how enhanced water retention can improve performance in hot climates, ensuring durability and workability in your projects. ↩
-
Discover how custom packaging can enhance brand consistency and meet specific market needs for distributors and manufacturers. ↩