Creating the perfect tile adhesive is a constant struggle for manufacturers. The wrong formula leads to tiles that crack, fall off, or fail prematurely, costing thousands in repairs and damaging reputations.
High-performance C3TE S2 tile adhesives result from the synergistic combination of HPMC (Hydroxypropyl Methylcellulose)1 and RDP (Redispersible Polymer Powder)2. HPMC provides water retention and workability, while RDP enhances flexibility, adhesion, and deformation properties. Together, they create a versatile adhesive suitable for challenging installations.

I've been in the cellulose derivatives business for years, and customers often ask me about creating high-performance tile adhesives. The key lies in understanding how HPMC and RDP work together. These two components create a powerful combination that delivers superior performance in various installation challenges.
What is the difference between RDP and HPMC?
When I talk with customers about tile adhesive formulations, they often confuse the roles of these two critical additives. Their confusion leads to improper ratios and underperforming products that fail in real-world applications.
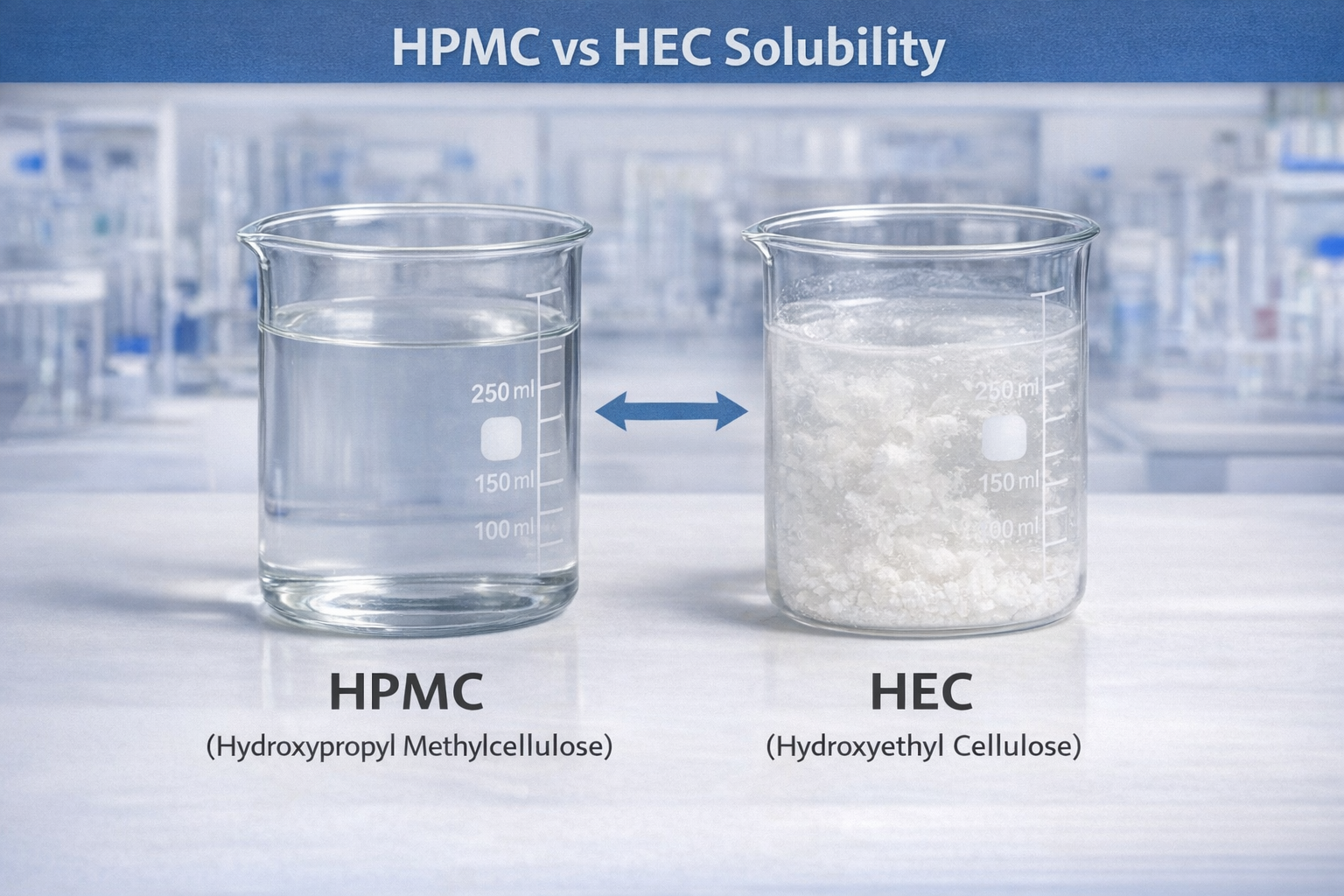
RDP (Redispersible Polymer Powder)2 is a polymer binder that enhances adhesion, flexibility and water resistance, while HPMC (Hydroxypropyl Methylcellulose)1 is a cellulose ether that provides water retention, workability, and open time. RDP creates flexibility while HPMC controls water movement in the adhesive system.

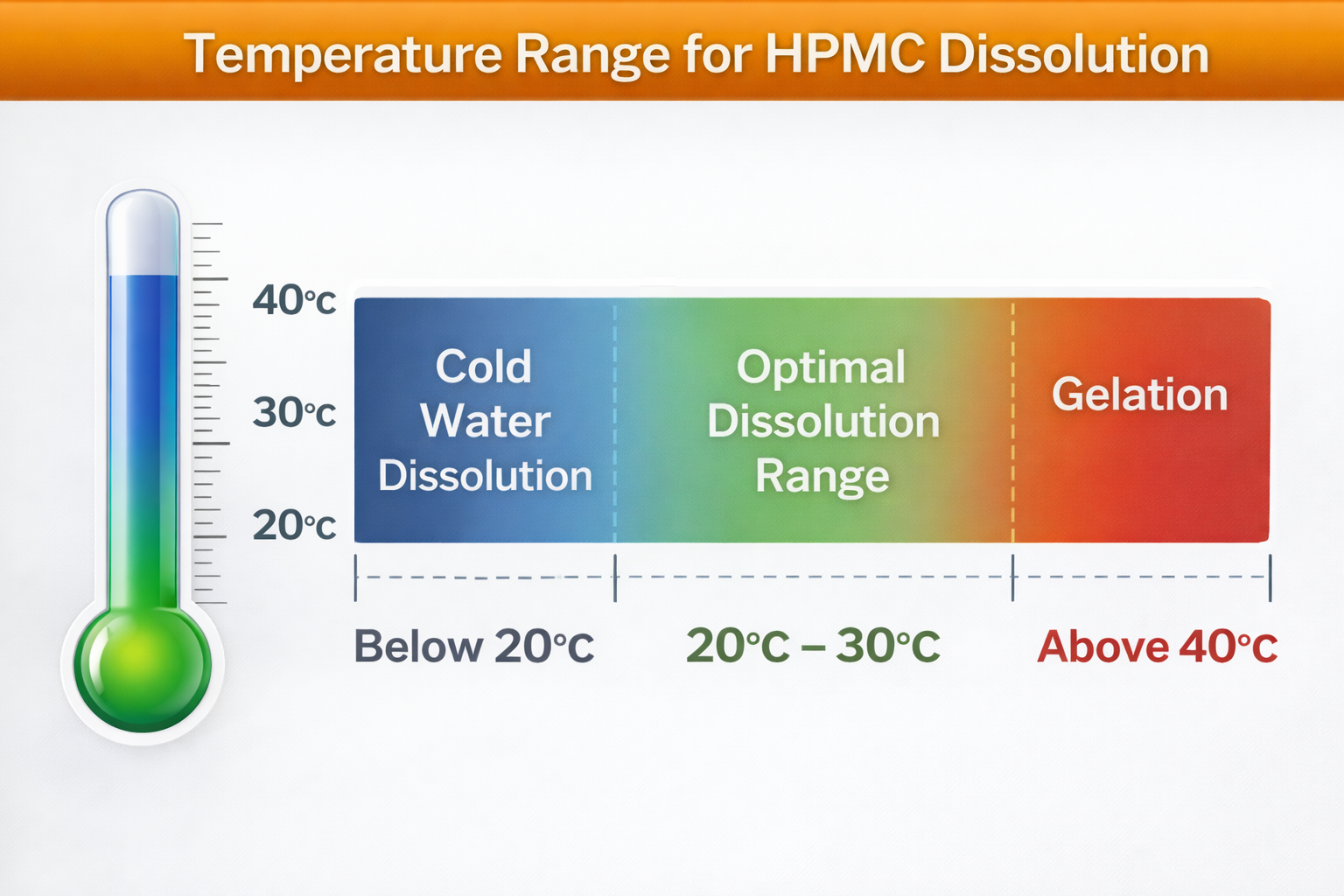
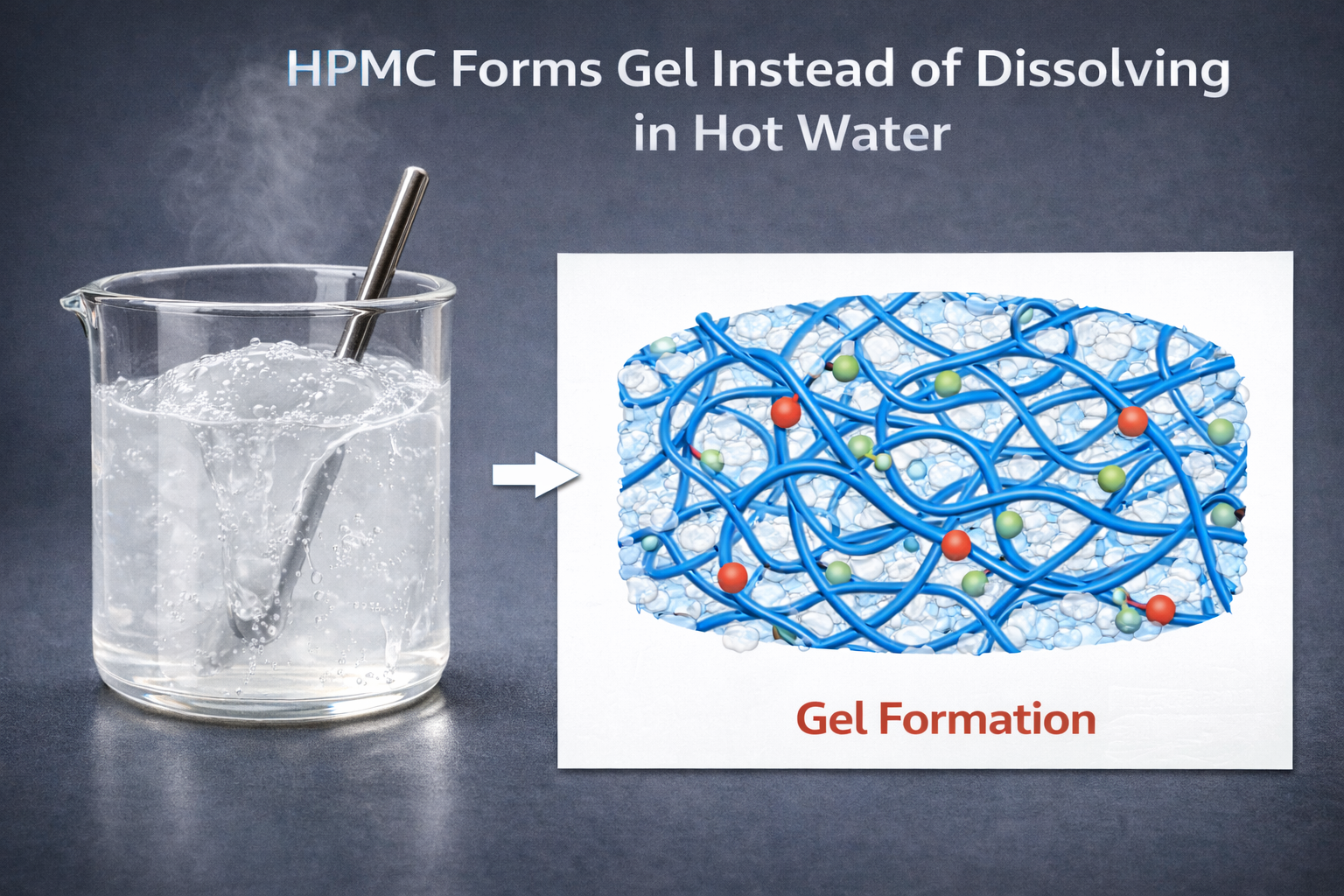
HPMC and RDP serve completely different functions in tile adhesive formulations, yet they work together perfectly. HPMC is a cellulose derivative that forms a gel-like structure when mixed with water. This property is crucial because it controls water movement within the adhesive. In our factory, we produce HPMC with viscosities ranging from 15,000 to 150,000 mPa·s, with the 75,000-100,000 mPa·s range being most popular for tile adhesives.
RDP, on the other hand, is a polymer powder that redisperses in water to form a latex film during the drying process. This film improves flexibility and adhesion strength. Our RDP products typically contain vinyl acetate-ethylene (VAE) or vinyl acetate-versatate (VA/VeoVa) copolymers, with solid content between 98-99%.
The synergistic relationship between these components can be seen in this breakdown:
| Property | HPMC Contribution | RDP Contribution | Combined Effect |
|---|---|---|---|
| Water Retention | High (primary function) | Low | Extended working time |
| Flexibility | Very low | High | Crack resistance |
| Adhesion | Moderate | High | Superior bond strength |
| Sag Resistance | High | Low | Improved application properties |
| Cost | Moderate | High | Cost-effective performance |
Using the right balance of these components is essential for achieving C3TE S2 classification3.
What does S2 mean in tile adhesive?
Many times, I've had customers ask for the "best tile adhesive" without understanding the classification system. This lack of knowledge results in specifying the wrong adhesive type for their specific application needs.
S2 in tile adhesive classification indicates "highly deformable" adhesive with transverse deformation ≥5mm according to EN 12004 standards. This property allows the adhesive to accommodate significant movement between tiles and substrate, making it ideal for challenging installations like large format tiles and underfloor heating systems.

The S2 classification represents the highest level of flexibility in tile adhesives under the European standard EN 12004. This standard uses a deformation test where a thin layer of adhesive is subjected to a three-point bending test. To achieve S2 classification, the adhesive must demonstrate transverse deformation of at least 5mm without breaking.
Achieving S2 status requires precise formulation, which is where our high-quality HPMC and RDP become crucial. In typical S2 adhesive formulations, we recommend RDP content between 5-7% for optimal performance. This is significantly higher than the 2-3% found in S1 (deformable) adhesives. Our laboratory tests show that using our VAE-based RDP with protective colloid can reduce the required RDP content by approximately 0.5-1% compared to standard products.
The HPMC component is equally important, requiring a specific viscosity profile. Our tests indicate that HPMC with 100,000 mPa·s viscosity at 0.5-0.7% dosage provides optimal water retention without compromising deformability. The methoxyl content of HPMC also plays a significant role – higher methoxyl content improves water retention but can reduce flexibility if not properly balanced with RDP content.
For contractors and tile installers, S2 adhesives offer significant advantages in challenging installations:
| Installation Challenge | Why S2 Performs Better | Our Recommendation |
|---|---|---|
| Large format tiles | Accommodates tile movement | HPMC 100,000 mPa·s + 6% RDP |
| Thermal cycling | Prevents cracking from expansion | HPMC 75,000 mPa·s + 7% RDP |
| Exterior applications | Withstands weather-induced movement | HPMC 150,000 mPa·s + 5% RDP with waterproofing additives |
Is S1 or S2 tile adhesive better for underfloor heating4?
I often hear debates among my customers about which adhesive class to use with underfloor heating. The wrong choice leads to cracked tiles and customer callbacks, creating unnecessary expenses and headaches.
S2 tile adhesive is superior for underfloor heating systems because its higher deformability (≥5mm) handles thermal expansion and contraction better than S1 adhesives (which offer only 2.5-5mm deformation). This extra flexibility prevents cracks and detachment when heating systems cycle between temperature extremes.

When it comes to underfloor heating installations, the thermal expansion and contraction cycles create significant stress on the adhesive bond. I remember visiting a project in Saudi Arabia where over 300 square meters of tiles had cracked after just one heating season because the contractor had used standard C2 adhesive without the proper flexibility rating.
S2 adhesives offer approximately twice the flexibility of S1 products, which is critical when substrates move differently than the tiles above them. Our laboratory tests show that floor surface temperature can vary by 20-30°C in heating cycles, creating differential movement that only highly deformable adhesives can accommodate.
The chemistry behind this superior performance involves the film-forming properties of RDP combined with the water retention of HPMC. When formulated correctly, these components create a matrix that can elongate under stress without breaking. Our premium VAE-based RDP with a glass transition temperature (Tg) of -7°C provides excellent low-temperature flexibility, which is crucial for the first heating cycle when most failures occur.
For underfloor heating applications, we recommend a specific formulation approach:
- Higher RDP content (6-7% minimum) to enhance flexibility
- HPMC with viscosity of 75,000-100,000 mPa·s at 0.6-0.8% dosage
- Fine silica sand with controlled particle size distribution
- Slightly reduced cement content compared to standard formulations
- Addition of lightweight fillers to improve thermal insulation properties
This formulation approach results in an adhesive with thermal movement capacity approximately 40-50% higher than standard S1 adhesives. For contractors, this translates to significantly reduced callback rates and higher customer satisfaction, especially in regions with extreme temperature variations.
What is the difference between C1 and C2 tile adhesive5?
In my factory tours, I notice customers are often confused about adhesive strength classifications. This confusion leads to using inadequate adhesives for demanding applications, resulting in tile failures and expensive repairs.
C1 tile adhesives are standard cementitious adhesives with tensile adhesion strength ≥0.5 N/mm², while C2 adhesives are improved cementitious adhesives with tensile adhesion strength ≥1.0 N/mm². C2 contains higher polymer content (RDP) and better-grade HPMC, making it significantly stronger for demanding installations.

The distinction between C1 and C2 adhesives comes down to performance metrics defined by the EN 12004 standard. While the numerical difference (0.5 vs 1.0 N/mm²) may seem small, it represents a 100% increase in bonding capability. This significant performance gap is achieved primarily through the optimization of polymer content and cellulose ether quality.
In our laboratory, we regularly test different formulations to achieve optimal C2 performance at minimal cost. Our findings show that increasing RDP content from 2% (typical for C1) to 3-5% (for C2) dramatically improves adhesion strength. However, simply adding more RDP without adjusting other components leads to diminishing returns.
The HPMC component also plays a crucial role in this performance difference. For C2 adhesives, we recommend using HPMC with higher methoxyl content (28-30%) compared to standard grades (19-24%) used in C1 formulations. This higher methoxyl content enhances water retention, which allows better cement hydration and ultimately stronger bonding.
The performance difference extends beyond just initial adhesion strength. C2 adhesives also demonstrate superior performance in challenging conditions:
| Test Condition | C1 Performance | C2 Performance | Primary Contributor |
|---|---|---|---|
| Initial adhesion | ≥0.5 N/mm² | ≥1.0 N/mm² | RDP content |
| After water immersion | ≥0.5 N/mm² | ≥1.0 N/mm² | HPMC quality + RDP |
| After heat aging | ≥0.5 N/mm² | ≥1.0 N/mm² | RDP type |
| After freeze/thaw | ≥0.5 N/mm² | ≥1.0 N/mm² | RDP film formation |
| Open time (30 min) | ≥0.5 N/mm² | ≥0.5 N/mm² | HPMC viscosity |
For manufacturers looking to upgrade from C1 to C2 formulations, we recommend a step-by-step approach rather than simply increasing RDP content. Our technical team typically suggests:
- Optimizing cement quality (using finer ground cement when possible)
- Upgrading to higher-methoxyl HPMC (our HPMC-75K-28% grade is ideal)
- Incrementally increasing RDP content while monitoring cost/performance ratio
- Adjusting filler materials to maintain workability with higher polymer content
This strategic approach typically allows achieving C2 classification with minimal cost increase, improving market competitiveness while maintaining profit margins.
Conclusion
HPMC and RDP work together in tile adhesives through complementary functions – HPMC controls water and workability while RDP enhances flexibility and adhesion. For high-performance C3TE S2 adhesives, the right balance of these components is essential for success.
-
Learn about HPMC's role in tile adhesives and its impact on performance. ↩ ↩
-
Discover how RDP enhances tile adhesive properties and improves flexibility. ↩ ↩
-
Get insights into the C3TE S2 classification and its implications for adhesive performance. ↩
-
Explore the best adhesive options for underfloor heating systems to prevent tile damage. ↩
-
Learn about the performance differences between C1 and C2 tile adhesives for better selection. ↩